
全国服务热线
139-0247-4645
全国服务热线
139-0247-4645

联系人:张女士
电 话:13902474645
网 址:www.czwlm.com
邮 箱:13902474645@139.com
地 址:深圳市坪山区坑梓街道聚龙山A路深城投中城生命科学园B3栋东座
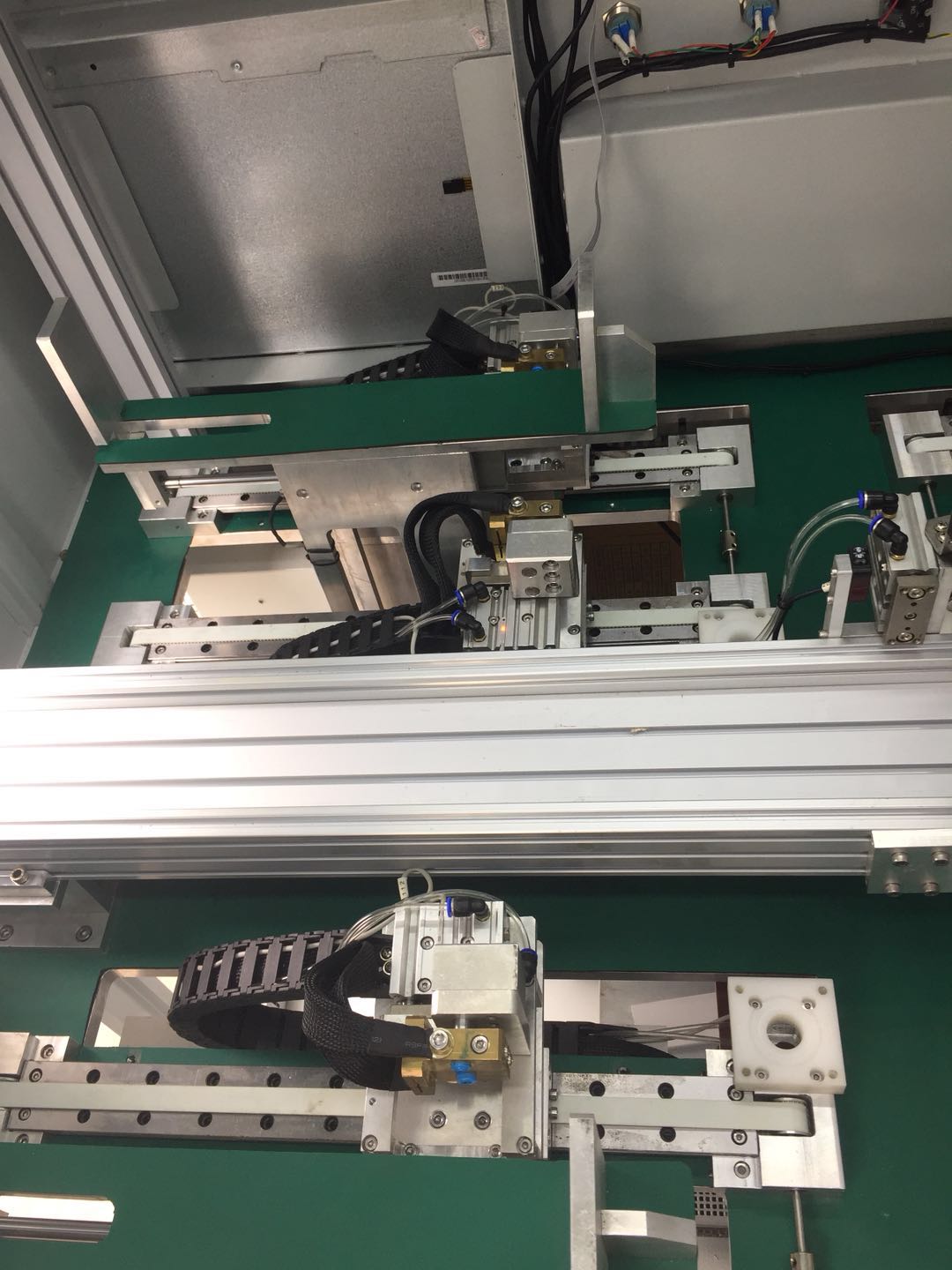
电池检测设备公司点焊机时间旋钮调至最小闭合钳子看焊接郊果,如焊接不牢,逐步调大时间旋钮直至焊接效果最好。如果时间调至最小,焊接电流依然大,则调小电流,直至焊接良好。 电阻焊具有生产效率高、低成本、节省材料、易于自动化等特点,因此广泛应用于航空、航天、能源、电子、汽车、轻工等各工业部门,是重要的焊接工艺之一。焊接热的产出及影响因素点焊时产生的热量由下式决定。自动电池检测设备时效炉接上电源两相380V,电压表显示380V。打开电源开关,电源指示灯亮空载试验在二次不短路时,短接手控开关,焊接指示灯亮,则机器正常焊接调节电流旋钮调至最大,控制板通过面板电流调节电位器改变强触发电路触发角达到调节焊接电流。当手控开关接通后使电路消零,由CMOS集成电路精确延时(0.01—2秒)后自动关闭(与手控开关接通时间无关)触发电路,使可控硅模块结束焊接过程操作说明焊机安装时,必须可靠接地,不接地不允许使用。

电池检测设备公司点焊机是压焊的主要焊接方法。电阻焊是将焊件组合后,锂电池智能点焊机通过电极施加压力,自动电池检测设备利用电流通过接头的接触面及 邻近区域产生的电阻热进行的焊接方法。 电阻焊的主要特点是:焊接电压很低(1~12V)、焊接电流很大(几十~几千安培),完成一个接头的焊接 时间极短(0.01~几秒),故生产率高;加热时,对接头施加机械压力,接头在压力的作用下焊合;焊接时 不需要填充金属。 电阻焊的应用很广泛,在汽车和飞机制造业中尤为重要,例如新型客机上有多达几百万个焊点。电阻焊在宇宙飞行器、半导体器件和集成电路元件等都有应用。因此,电阻焊是焊接的重要方法之一。 电阻焊按工艺方法不同分为点焊、缝焊和对焊。这里仅介绍点焊。
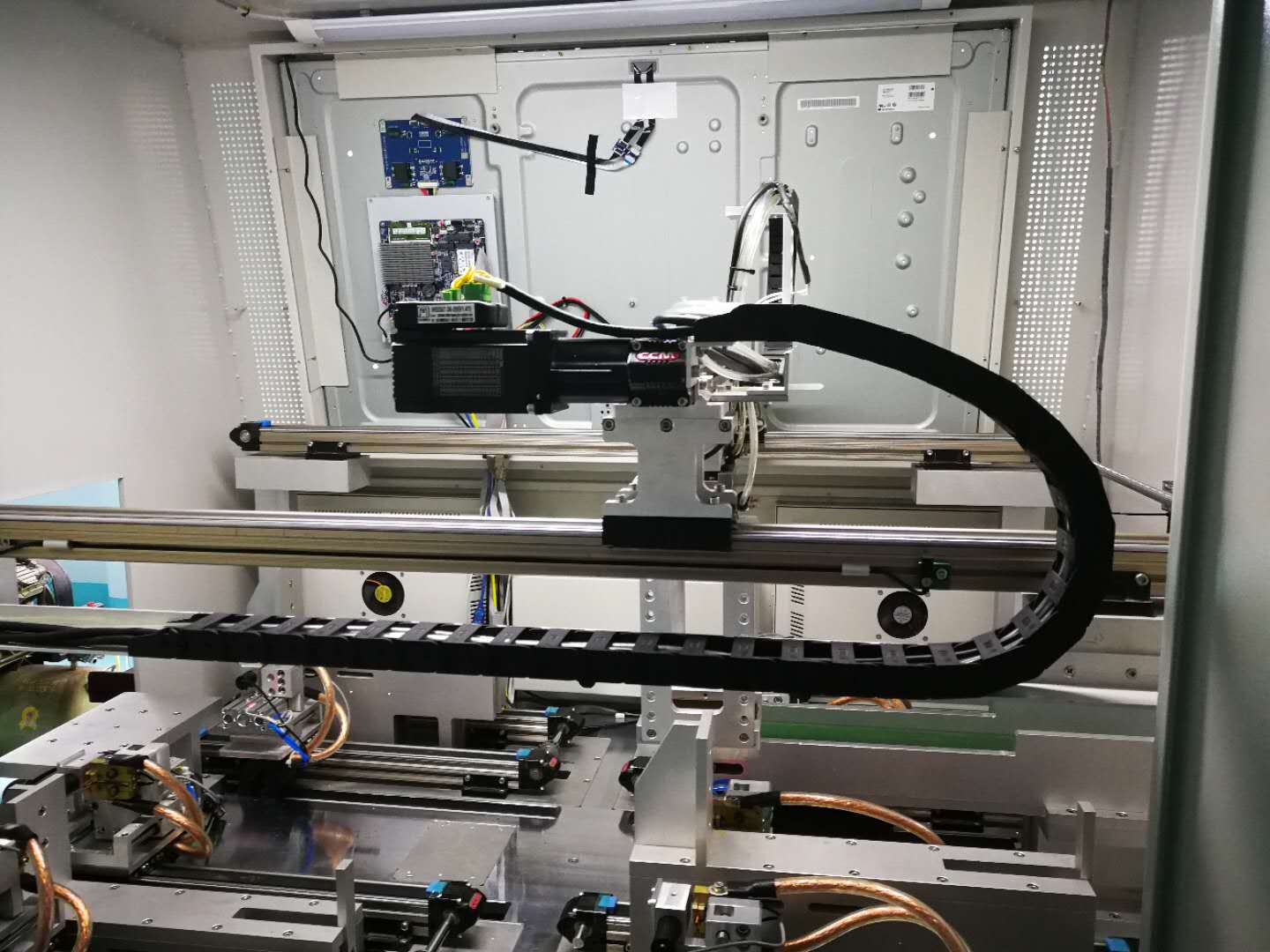
自动电池检测设备双头中频点焊机是在单头中频点焊机的基础上发展过来的。首先有工位的要求,某种零件的焊接需要这种工位,其次是购买设备成本的要求。前提是中频点焊机的变压器必须是占载率在50%以上,双工位中频点焊机是利用一套主控变压器和一套控制器在2工位间交换工作,必须要有自锁功能。自动电池检测设备中频点焊机采用高性能气动元件,主导轴及导向轴均采用镀铬光圆,传递压力灵活可靠。焊接变压器次级内部通水强制冷却,并采用优化设计,高导磁材料制造,空载损耗低,功率输出强劲、稳定、使用寿命长。采用微电脑控制器控制,多规范焊接、可配双脚踏、双脉冲、双电流控制功能、以及可控硅升温监控及多项保护功能。初级回路采用双向水冷可控硅控制,保证电流输出平衡、可靠。中频点焊机采用双工位设计,适应焊接范围广,充分实现了一机多用。

自动电池检测设备一般自动点焊机当工件和电极一定时,特别工件的电阻取决与它的电阻率.因此,那么电阻率是被焊材料的重要性能.而电阻率高的金属其导电性差(如不锈钢)而电阻率低的金属其导电性好(如铝合金)。因此,这样点焊机点焊不锈钢时产热易而散热难,那么点焊铝合金时产热难而散热易.点焊时,但是前者可用较小电流(几千安培),如果后者就须用很大电流(几万安培)。这样电阻率不仅取决与金属种类,不但还与金属的热处理状态和加工方式及温度有关。电池检测设备公司这样的电极压力对两电极间总电阻R有影响,就会随着电极压力的增大,R减小,但是焊接电流增大的幅度却不大,就可以不能影响因R减小引起的产热减少。因此,在点焊机焊点强度总随着焊接压力增大而减小。就可以解决的办法是在增大焊接压力的同时增大焊接电流。
联系人:吴总 电话:13825208007 qq:972384587 邮箱:13825208007@139.com | 联系人:张女士 电话:13902474645 qq:791442570 邮箱:13902474645@139.com | 联系人:穆先生 电话:15013798411 qq:527647886 邮箱:15013798411@163.com | 联系人:李女士 电话:15986644137 qq:1050160089 邮箱:1050160089@qq.com |
公司地址:深圳市坪山区坑梓街道聚龙山A路深城投中城生命科学园B3栋东座

进入手机网站

